長年使ってボロボロになったデスクチェアの肘掛けを3Dプリンターで作り直しました。

時間短縮のために粗目のピッチで作ったら、杉板の木目のようになりました。
Duorest
椅子はDuorestという人間工学的に考えられたワーキングチェアです。背もたれの2パーツがゴムで連結されていて、背中にフィットします。もう15年ぐらい使っています。
肘掛け
発泡ウレタン系素材の肘掛けが両側に付いています。コレが机の下に入り込んで引っ掛かり、部分的にもげています。

右側はまだ原形をとどめていますが、左側はもうボロボロです。

下側のフレームから完全に外れてしまって、上に乗せてあるだけの状態。

肘掛けは補修パーツとして購入できるのですが、左右で1万円以上します。
3Dプリンターで作る
1万円も出せば安い椅子が買えるので、ここは3Dプリンターで作ることにします。こういう場合3Dスキャナーがあると便利ですが、ノギスやR定規で実測し、モデリングします。
とりあえず1個目。プリントしてみて、寸法を調整しようと思います。
サイズ的にギリギリなので斜めに配置しましたが、剥がれ防止のBrimが付けられません。仕方なくRaftを付けましたが、ABSの収縮に耐えられず、剥がれて反ってしまいました。
ピッチ0.3mmで、速度も速めにしましたが、それでも12時間ほど掛かります。

試作2号は夜中に動かして、朝見たら、鳥の巣が完成していました。(*゚Д゚*)
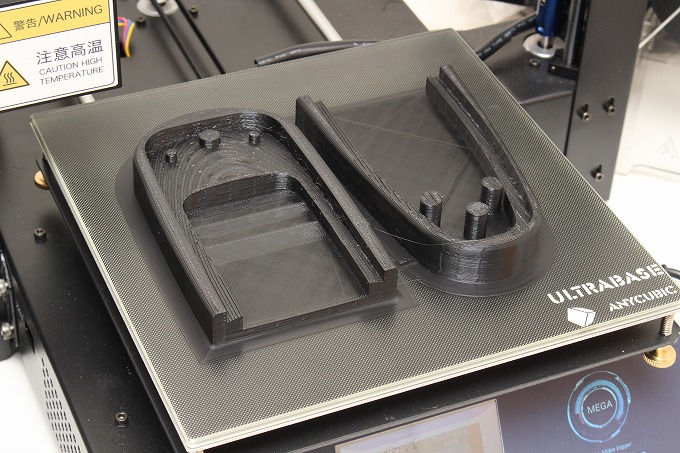
今度は半分に分けてチャレンジ。これなら反らず上手く出来ます。

形状確認用なので、上面はフラット。嵌合はピッタリです。
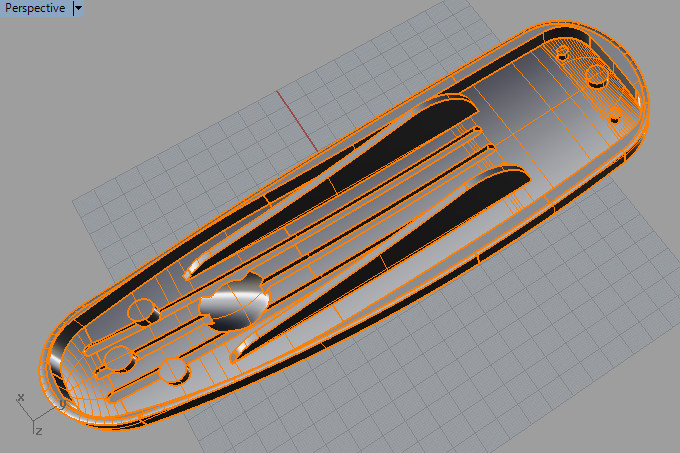
3Dモデリング
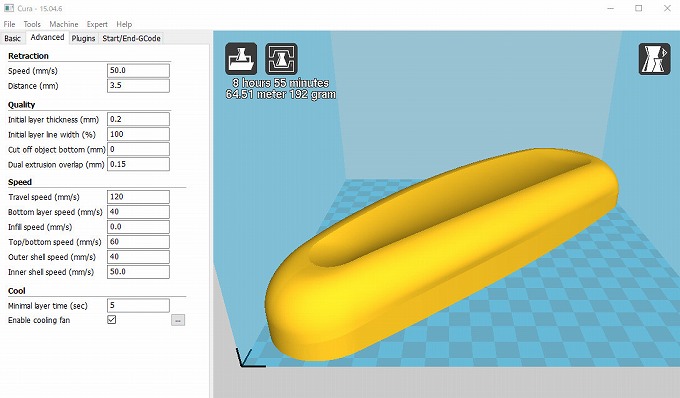
上の肘を乗せる部分をモデリングし、これを出力します。
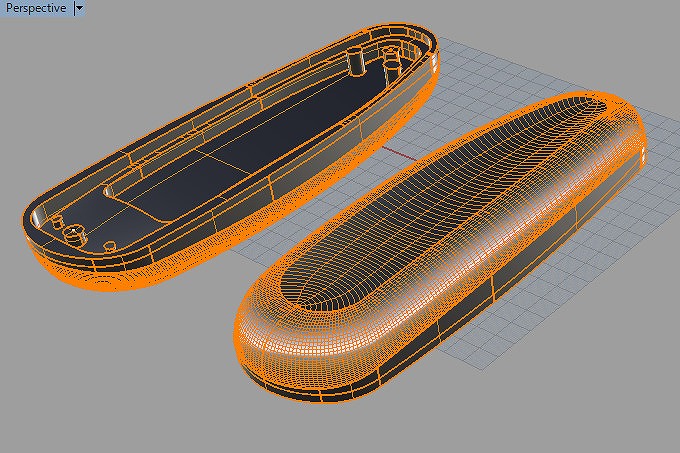
これを半分に割って出力し、接着すればABSでも行けますが、合せ目が出るのがちょっと嫌。
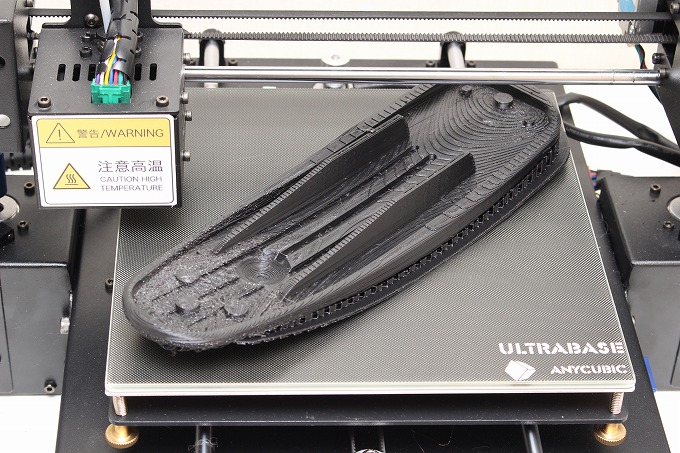
PLAで出力
ABSを一体型で出すと失敗していたので、今度はPLAで試してみます。CURAの設定はいつもより速度重視、粗目で行きます。
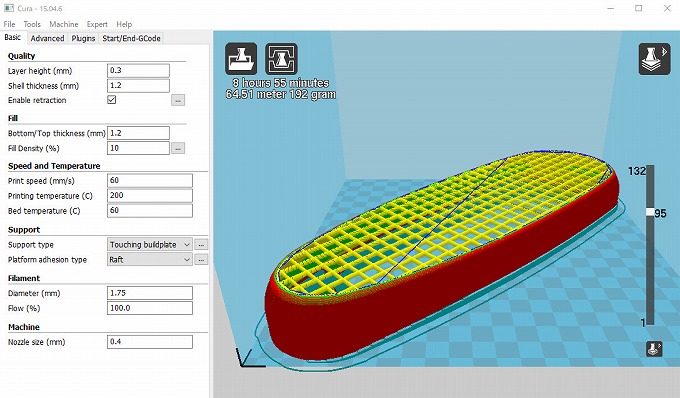
プリント開始時の捨て印刷がベッドからハミ出していますが、一応出力できるみたい。
スピードもいつもより速めに設定しました。
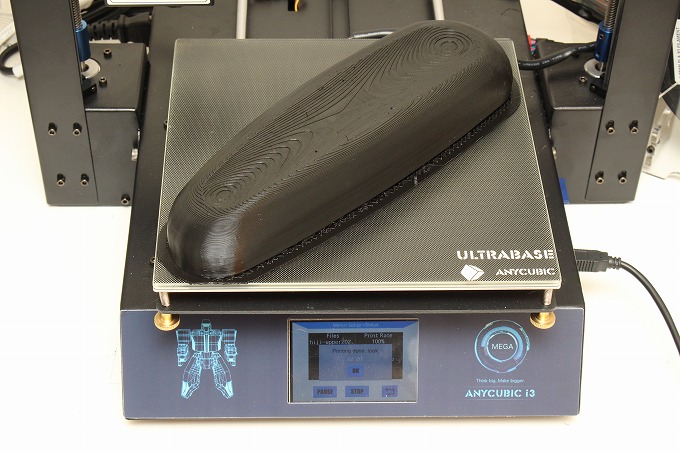
12時間ほどで出来ました。反りもなくバッチリです。
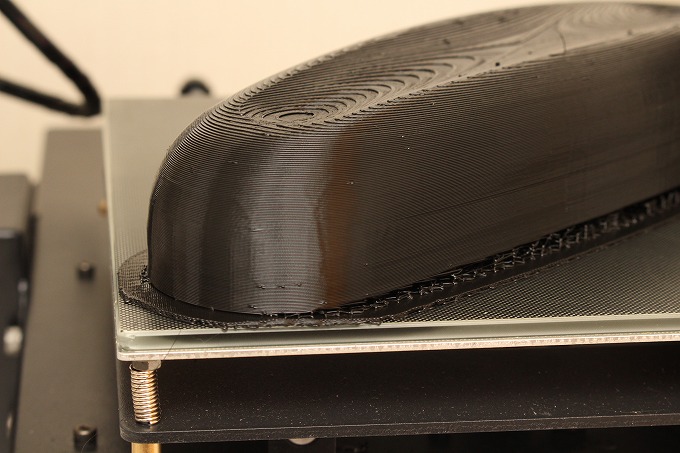
ピッチ0.3だと、等高線がはっきり見えます。見方によっては木の節にも見えなくもない。
完成
上から乗せて、下からABSで出力したワッシャで押さえ、タッピンネジで止めました。

PLAなので硬くて脆いです。落っことしたら裏側の一部分が折れてしまいました。

とりあえず片側のみ作りました。
肘を乗せた感触は悪くないです。硬くて痛いということもなく、まずまず。ただし、PLAだと耐久性は無さそうです。ABSで2つに分けて出力し、接着後、パテで均してゴム塗料でディッピングすれば、もう少しオリジナルに近づくかもしれません。 (満足度:70)
改良版を作りました。



コメント
いつも楽しく拝見しております。
背の低い整形の場合、Brim無くて良くないですかねー?
ABSの場合、真っ平らな形なら大丈夫ですが、底面にRがついていたりしたら
反りますね。縦横比率が1:1に近ければbrim無しでも行けますが、
私は付けられるなら付けときます。
>夜中に動かして、朝見たら、鳥の巣が完成していました
その昔、私も経験があります、もちろん3Dプリンタなんてものではありません
ドットプリンタ(針でバリバリいって印字するやつ)でしたけど
帰宅時に印刷を実行して翌朝みたら用紙がぐちゃぐちゃにJAMってました
リボンもぶちぶちに切れて、リボン送りローラにからまってました
なつかしいけどおっかない思い出です。
JAMセンサがあれば停止してたのにね。
ドットプリンタは経験無いですが、さて出来たかなと思って見たら
ぐちゃぐちゃだった時の気持ちはよく分かります。
ジャムってるのを引き抜いて、リボンも巻き直して、舌打ちですね。
カセットテープが絡まって、鉛筆で巻き直しすシーンを思い出しました。
「木目調」十分実用的な模様です。
ULTRABASEの大きさは未確認ですが、こんなに一杯一杯サイズのの製品も印刷できるのですね!
実用強度を出すために、
外側はPLA、その内側にABSパーツで補強などは出来ないものでしょうか。
あれこれやるのなら交換部品購入するほうが楽?
置き方を工夫すれば260mm程度の長さのものまで出力できます。
もっと大きいものを出したい時は分割するか、外注で出すかになりますね。
>実用強度を出すために、
外側はPLA、その内側にABSパーツで補強などは出来ないものでしょうか。
工夫すれば大抵のことはできます。他のプリンターは知りませんが、
コレは途中で止めてフィラメントを交換できるので、表面をゴムライクな軟質材にすれば2色成形のようなものもできると思います。
ABSの出力の際
ビートベッドの温度設定は何度にしていますか?
それとご存知かもしれませんが、ウルトラベースの場合 出力前ヒートベットにタミヤプレペイントクリーナー(有機溶剤系)でヒト拭きしてからプリントに入りますと定着がかなり良くなりますよ!
ABSの場合、ベッドは85℃にしています。ずっと100℃にしていましたが、少しずつ下げていって今は85℃で落ち着いています。
写真では外していますが、保温カバーで覆っているので、雰囲気温度も高温で保っていると思います。
ultrabaseはソルベントで脱脂しています。
底の形状が平面で、正方形に近い形ならbrim無しでも剥がれないですが、今回のように、底が曲面で細長い形、しかもBrimが付けられないとなると、かなり難しいと思います。
85℃ですね!
ありがとうございます。
因みに反の原因である収縮率は0.3%以下で機械的性質はほぼABS以上の
ポリカーボネートとカーボンファイバーの混合フィラメントも存在しますので気が向いたら是非試してみてください
ステンレスノズル必須ですがね(^^;
>ポリカーボネートとカーボンファイバーの混合フィラメント
そんな凄いのがあるんですか。完全にエンプラですね。
値段にもよりますが、使ってみたい素材です。ギアケースとかにも良さそうですね。