エクストルーダーがコンコン鳴り、フィラメントが入って行かなくなったi3Megaですが、不調の原因を探るもサッパリ分からず、かれこれ2週間が経ちました。
次はi3 Megaの後継機種Mega-Sで採用されている強化型エクストルーダーに交換します。
Contents
まずは原因究明から
ファンが回っていないことに気づき、新品を購入、交換。これで直るだろうと高をくくっていたのですが、エクストルーダーのコンコンは止まりませんでした。

ファン交換では直らず、続けて試したことは下記の通り
- エクストルーダーを新型新品と交換する
- モーターのドライバー(基板)を挿し替える
- ファームウェアを1.1.5に書き換える
- Curaを最新バージョンに変える
- Repetier-Hostでフィラメント押し出し速度を設定する
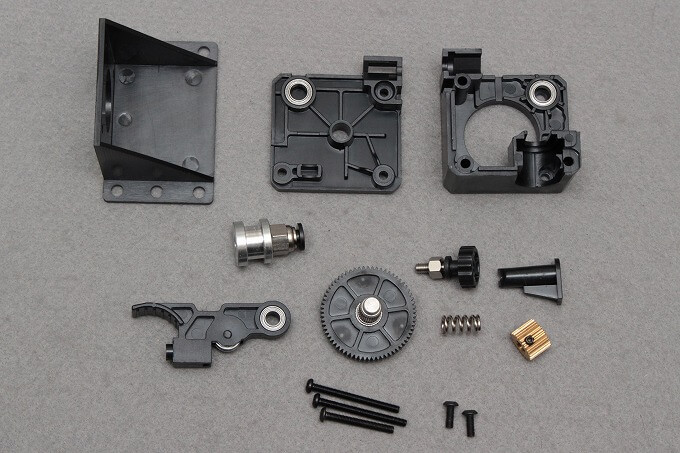
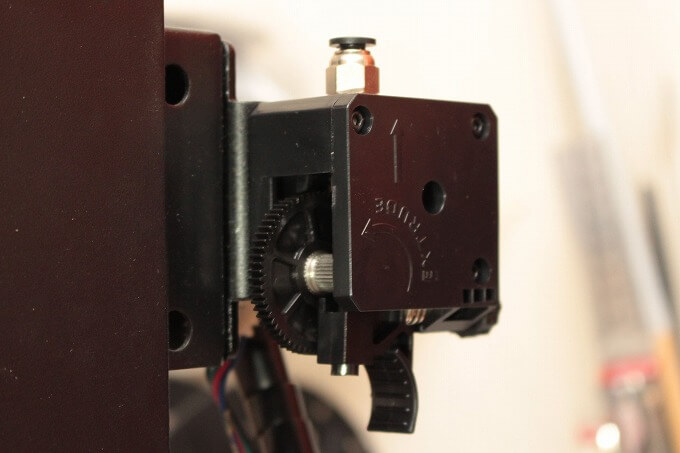
エクストルーダーを交換する
ギザギザローラーをヤスリで研いでみても全く改善されなかったので、amazonでMega-S用のエクストルーダーを買い、これに交換することにしました。

ステッピングモーターはそのまま流用します。
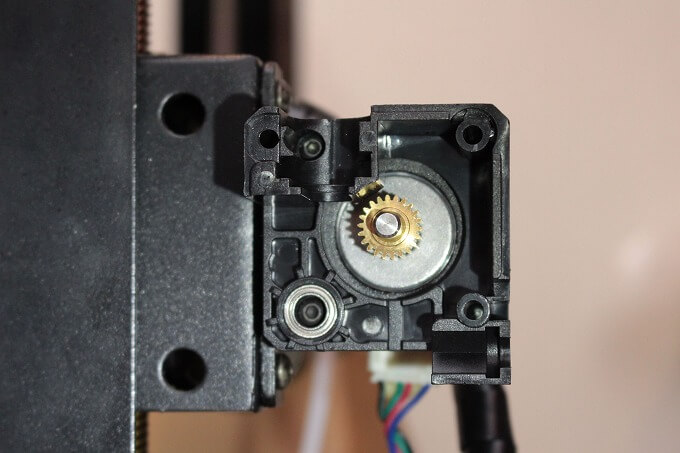
モーターを共締めしているネジを外し、古いエクストルーダーを取り外します。
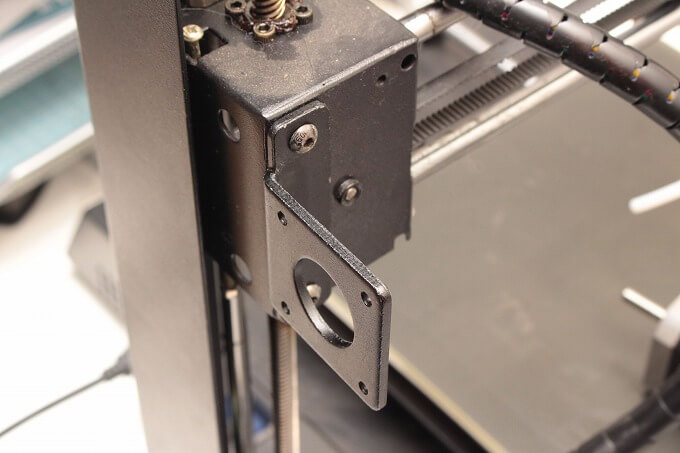
新しいエクストルーダーがL字金具に当たって取り付けできないので、向きを反転させます。

先に新しいギアを取り付けます。
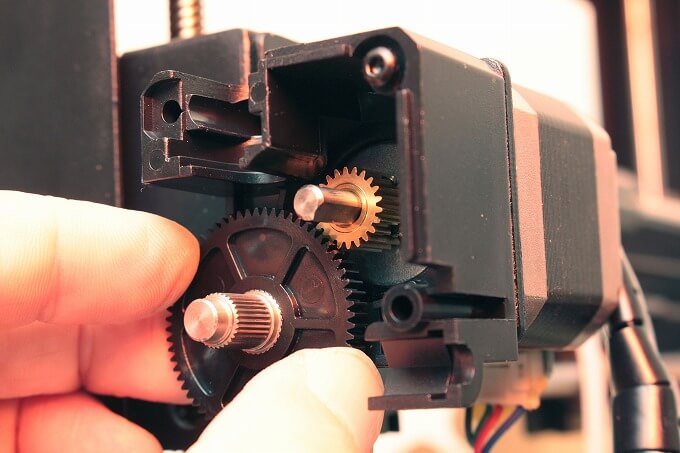
組み付けてみたらギアの位置が低かったので、もう一度モーターを取り外して調整します。
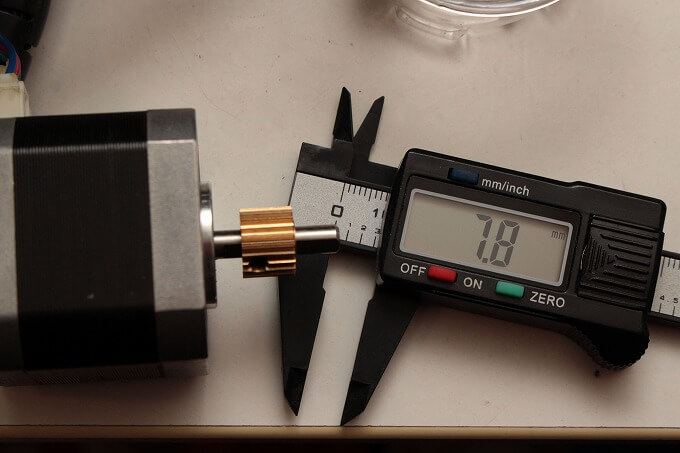
軸の先端からギアの外側までの距離は8mmぐらいでちょうど良い感じ。
短いネジ2本を左側上下で先に留めておきます。
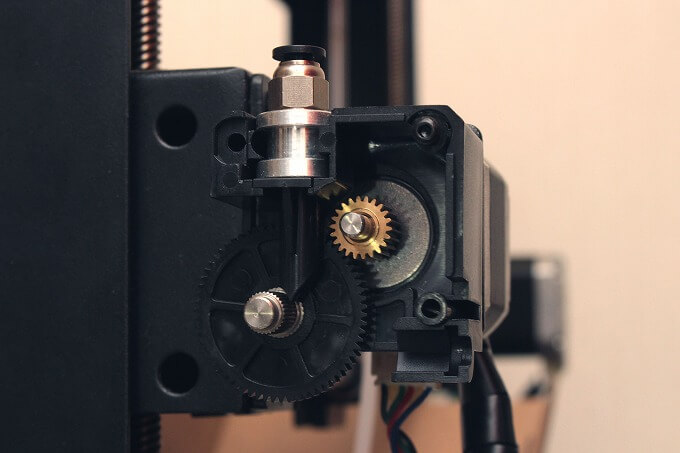
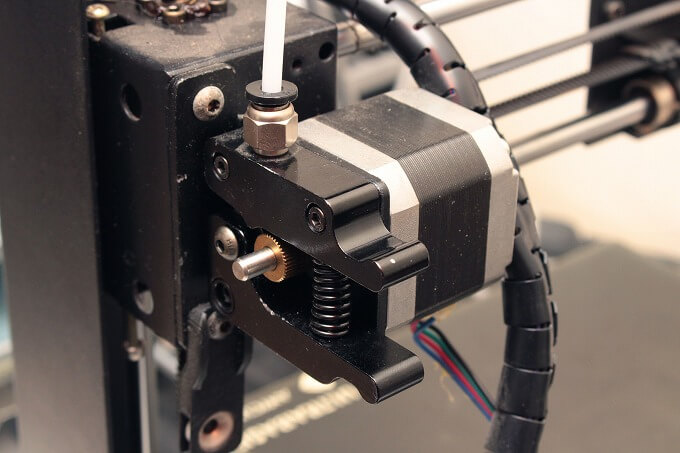
ギア、ボーデンチューブ差し込み口、フィラメント導入パイプをはめ込み
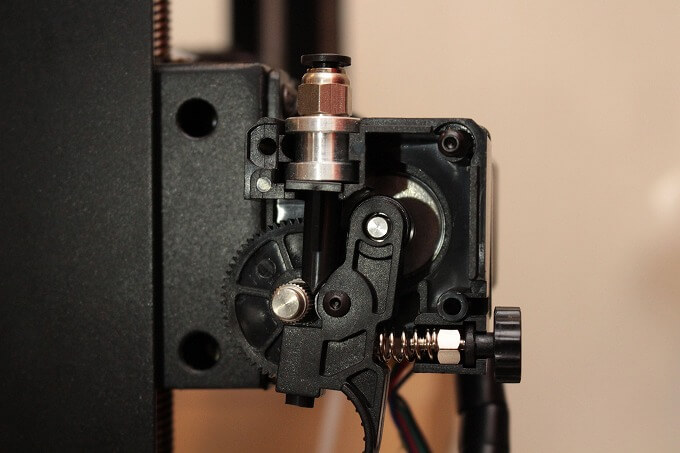
ローラーの付いたレバー、圧力調整ネジをはめ込み
ネジ3本でフタを固定したら完成です。
ABSフィラメントをパネル操作で入れてみると・・・
ダメじゃん。出量が少ない。フィラメントが進む速度が目視でも明らかに遅い。
ドライバー基板を挿し替える
モータードライバー基板を挿し替えることで直る場合があるというので試してみました。

前側を持ち上げて横倒しし、底蓋を外したところ。5個の基板は左からE1、E0、Z、Y、X。
電圧を測ってみました。E1:0.88V、E0:1.00V、Z:0.88V、Y:0.97V、X:0.88V
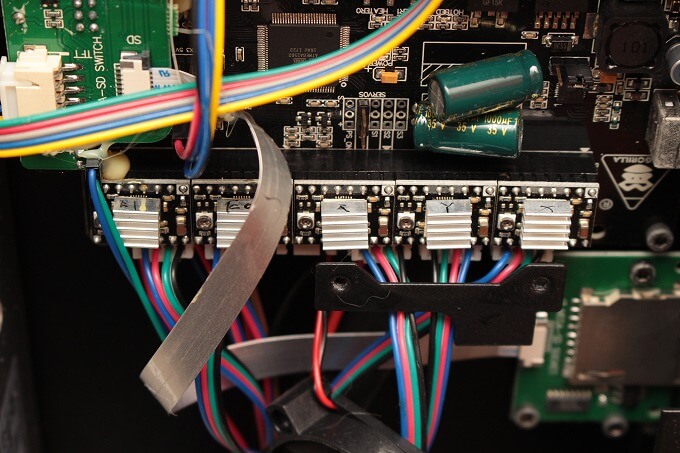
上の写真の状態からE0(エクストルーダー)とXを入れ替えてみました。
結果:ダメじゃん。

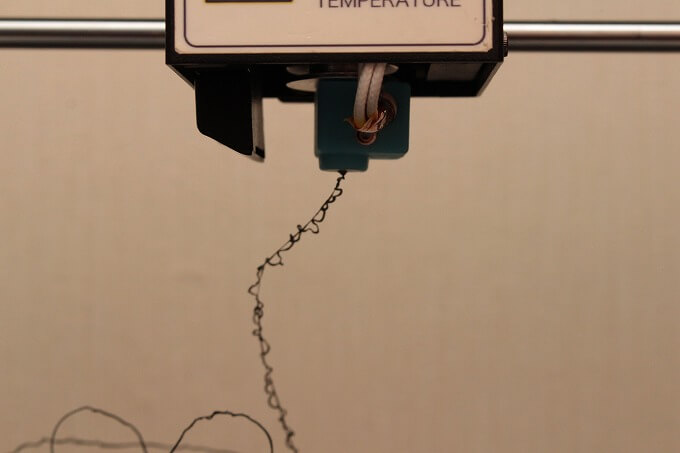
リング状のモデルをプリントしてみたら、スカスカの物体が出来ました。
ファームウェアをアップデートする
今度はAnycubicのWEBサイトからMega-Sアップグレード用のFirmwareをダウンロードし、インストールしてみます。

CuraのメニューにInstall custom firmwareがあるので、これを使ってインストール。
何回やっても本体の表示はV1.1.0のまま変わりません。(そういう仕様らしい)
テストプリントしてみると、今度はまともな品質が出せました。

やっと直った!
Curaを最新バージョンに変える
これまで商品に添付されていたCURA15.04.6を使ってきたのですが、これを機に最新5.10版に変えることにしました。

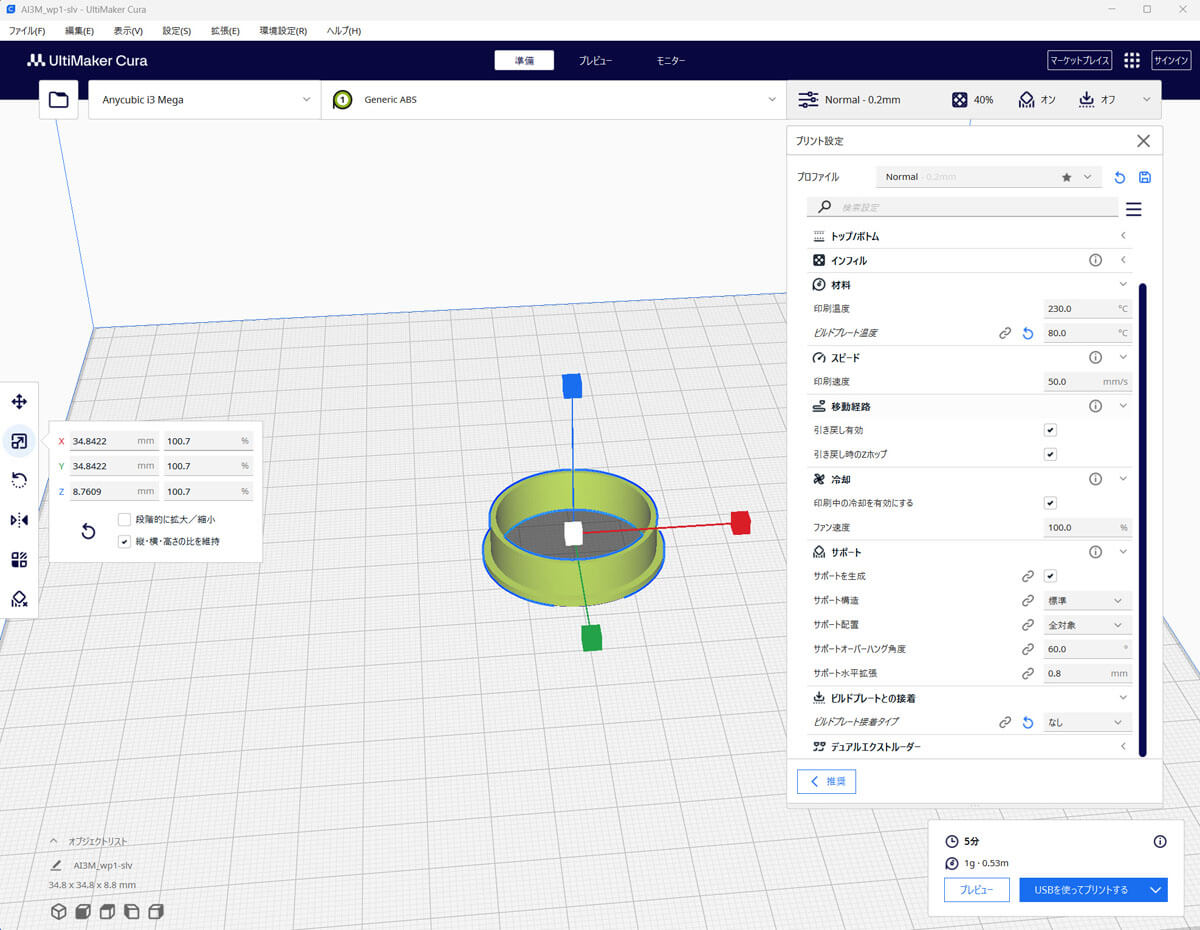
操作感は旧バージョンと大きく変わりませんが、プリントされる品質は良くなっているように思います。今後はこれを使って行こうと思います。
Repetier-Hostで押出し量を設定する
最初に買ったMicroMakeの3Dプリンターではよく使っていたRepetier-Hostですが、i3MegaとCuraを使うようになってからは遠ざかっていました。
これを使えば3Dプリンターの各種設定値を弄ることができます。
今回設定を弄るのは、モーターが押し出すフィラメントのスピードを調整することです。
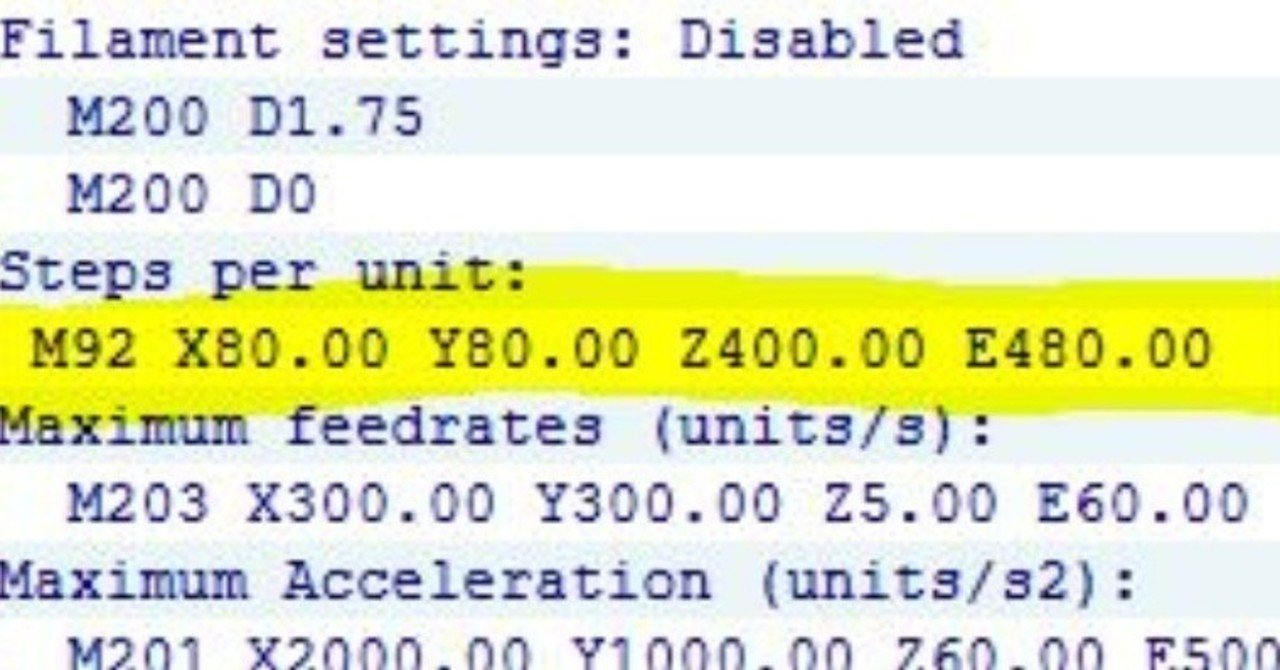
M503と打ち込んで、現在の設定値を表示
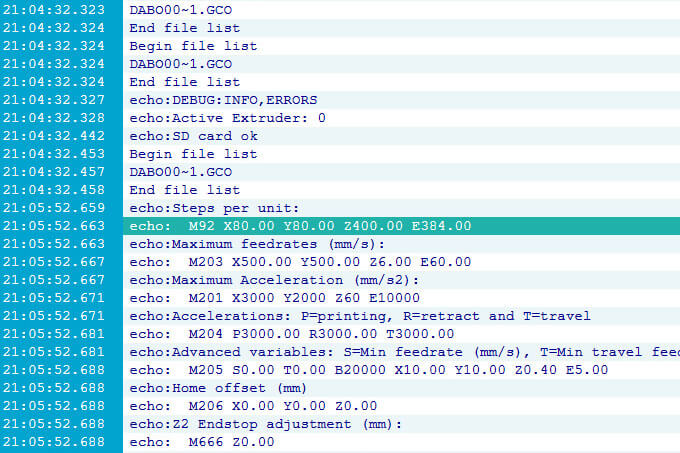
M92のラインを探し、E384.00となっている数値を適切な値に直してROMに書き込む。
●最初にエクストルーダーのフィラメント入口から120mmの所に印を付ける
- M104 S230 (230度までノズルを加熱)
- m83 (エクストルーダーを相対値モードに)
- G1 E100 F100 (100mm送り出す)
●エクストルーダーの入口から印までの長さ(A)を測る
●120 -(A)=(B)
●100 ÷(B)✕ 384.00=###.##
- M92 X80.00 Y80.00 Z400.00 E###.## (###.##にエクストルーダーのステップ数を指定)
- M500 (設定値をEEPROMに保存)
詳細はYanさんの記事をよく読み進めれば、最適値に設定できると思います。
まとめ
溶解温度の高いASAフィラメントを使ったことでファンが壊れ、ラジエター内で溶けた樹脂が詰まるようになり、同時にエクストルーダーが上手く送り出さなくなったようです。

結局、新型エクストルーダーに交換し、Firmwareをアップデートし、ステップ数を最適値に書き替えることで以前のようにプリントできるようになりました。(要した日数:16日)
新型エクストルーダーはTPUにも対応しているので、今後試してみたいと思います。耐候性が優れるASAは使いたいけど設定温度が高いので、またマシンが壊れないか心配です。時間的に余裕のある時に最適値を探って行きたいと考えています。





コメント